В настоящее время коммуникационные трассы, для транспортировки жидких и газообразных веществ, монтируют из ПНД труб. Популярность труб, изготовленных из полимерных материалов, обусловлена их прочностью, износостойкостью, небольшой массой, при относительно низкой себестоимости. Материал не подвергается воздействию окружающий среды, отличается долгим сроком эксплуатации. Еще одним преимуществом является быстрый и простой монтаж в цельный трубопровод любой конфигурации.
Именно от прочности соединения отдельных элементов в полноценную конструкцию и зависит надежность всей системы. В современном коммуникационном строительстве применяются два вида стыковки пластиковых труб:
- разъемный — при помощи соединительных фланцев;
- неразъемный — с использованием сварочных станков.
Выбор метода соединения зависит от функции предназначения трубопроводной системы. Если для перемещения жидкости не требуется давление, то проще всего смонтировать разъемный водопровод, для строительства которого не нужно использовать специальную технику. Мы же рассмотрим более надежный и долговечный способ монтажа, который подразумевает создание коммуникационной системы с подачей жидкости или газа под высоким давлением. Таким вариантом является сварка ПНД труб. Разберем какие методы пайки существуют, их главные преимущества и отличия друг от друга.
Соединение отдельных полимерных фасонных деталей в трубопроводную трассу осуществляется двумя видами сварки:
- контактно-стыковая;
- электромуфтовая.
Выполнение монтажа контактно-стыковым способом


Одним из основных методов сварки ПНД труб является контактно-стыковой способ. Данный вариант применяется при стыковке полимерных труб большого диаметра с помощью специального сварочного оборудования и характеризуется как самый простой и недорогой метод создания транспортирующей системы.
Для монтажа прочной коммуникационной системы производят следующие действия:
- На подготовительном этапе проводят точную центровку и надежную фиксацию концов свариваемых деталей с помощью зажимных колец.
- Далее производится торцовка стыковой поверхности.
- Используя сварочное зеркало, разогретое до температуры плавления полимерного материала и помещенное между свариваемых деталей, нагревают края соединяемых элементов.
- Когда торцы начинают плавиться, зеркало убирают и производят стыковку фасонных деталей под определенным давлением.
- Придавленные друг к другу трубы оставляют до полного застывания соединения.
- Завершающим этапом является извлечение трубы из зажимного устройства и оценка качества сварного шва.
В результате получается очень надежное соединение, которое по своим характеристикам не уступает прочности самой трубы. Данный метод широко применяется сварщиками для стыковки труб, стенки которых превышают 5 мм, а диаметр больше 5 см. Необходимо отметить, что свариваются трубы, изготовленные из одного и того же полимерного материала, имеющие одинаковый диаметр и SDR (коэффициент отношения наружного диаметра трубы к толщине стенки трубы). Работы проводятся при температуре окружающей среды от -15 C до +45 C.
Чтобы произвести сварку ПНД труб описанным методом, необходимо использовать специальную технику. Всего выделяют три вида оборудования:
- ручные агрегаты — все этапы работы проводятся в ручном режиме;
- полуавтоматические станки — нагрев и сварка производятся в автоматическом режиме, параметры которого вводит сварщик;
- автоматические машины — полностью автоматизированный процесс, требующий от оператора только первоначального ввода технических характеристик: марка материала, SDR и диаметр трубы.
Также профессиональное контактно-стыковое сварочное оборудование делится на два типа, в зависимости от принципа сжатия свариваемых деталей:
- механическое — ограничено физическими возможностями человека;
- гидравлическое — мощная техника, используемая при сварке трубопроводов большого диаметра.
Основы электромуфтовой сварки

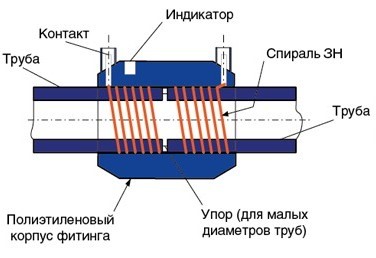
Самым современным и высокотехнологичным методом соединения полимерных труб является электромуфтовая сварка. Основная особенность полностью автоматизированного процесса состоит в применении специального нагревательного элемента — электромуфты. Смонтированный данным способом трубопровод, способен выдержать давление до 18 атмосфер. Высочайшее качество соединения имеет один недостаток — высокая стоимость накладные электромуфт, которые представляют собой специальные фитинги с закладными электрическими нагревательными элементами.
Суть метода и основные этапы работы:
- Перед началом работ, все элементы и стыки проходят процедуру тщательной очистки.
- На обработанные торцы надевается электромуфта.
- При подключении сварочного оборудования, на закладные электрические элементы электромуфты подается напряжение. Под действием электрического тока фитинг нагревается сам и нагревает свариваемую поверхность фасонных деталей.
- В результате плавления полимерного материала, из которого изготовлены трубы и соединительный фитинг, происходит смешивание, совмещение и застывание соединения.
- Необходимо дождаться полного остывания шва и только после этого убрать оборудование. Стык должен получиться гладким, как будто это цельная монолитная труба.
Электромуфтовая сварка ПНД труб активно применяется при строительстве дополнительных отводов от основной магистральной системы. Мобильность оборудования позволяет производить монтажно-ремонтные работы в тяжелых полевых условиях и труднодоступных местах.
Выбирая один из методов монтажа, необходимо заранее приобрести соответствующее сварочное оборудования. Большой ассортимент сварочных аппаратов для проведения монтажно-ремонтных работ любым из описанных методов вы найдете в нашем каталоге. На странице товара можно ознакомиться с основными характеристиками и предназначением агрегата. По всем возникающим вопросам обращайтесь к нам в мессенджеры или закажите обратный звонок.
От качества сварного соединения зависит прочность и надежность всей коммуникационной системы. Сварочное оборудование торговой марки «ПРОСВАР» — это универсальность, практичность, эффективность и простота применения по демократичной цене.